Last modified: 2023-12-12 15:38:13
1mm 2-flute end mill in aluminium
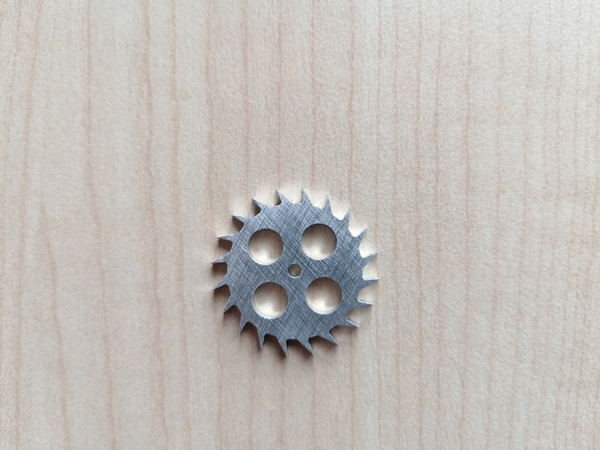
On 2023-09-14 I machined a 2mm thick aluminium escape wheel.
This is what I learnt.
The feed rate computed by the calculator is too high, try the following:
Make sure you measure the runout before starting, and attempt to minimise it.
Consider using the 5mm collet even though the shank is 4mm.
Consider using copious amounts of a spray solvent for coolant/lubrication/chip evacuation.
The tips of the teeth on the escape wheel are very sharp, fragile, consider adding a radius.
Consider measuring the runout and then telling FreeCAD that the tool is oversize (0.1mm TIR => 1.05mm diameter).
The first endmill snapped immediately. For the second one I measured the runout at over 0.2mm! (Over 20% of diameter!)
I couldn't improve it much using the 4mm collet. I tried to shim the tool with some paper but couldn't get it in there. I tried clamping down with the 5mm collet and measured about 0.1mm runout. Tapping the endmill with a drift didn't seem to help, so I just ran it with the 0.1mm runout and it worked!
I used quite a lot of the "engine cleaner & degreaser" to make sure the path was clear of chips before the start of each "lap".
The dimensions came out to within about 0.1mm, which is as good as we can expect with 0.1mm runout. The bore is a bit under 2.1 mm (nominally 2.0). The slot width is about 1.1mm (nominally 1.0).
The outer diameter across tooth tips is 26.1mm (nominally 26.4mm, but they are very thin and fragile).
It took about half an hour.
On 2023-10-06 I made this escape wheel:

I broke the first tool, possibly because I forgot to check the runout. I was using the 4mm collet because I forgot that I should maybe not. I reduced the feed rate to 40 mm/min for the second attempt, and it worked without drama. I wish I had measured the runout though.
On 2023-12-12 I made this module 0.2 gear cutter:

(But with slightly wrong geometry, it would need an end mill slightly smaller ideally).
2mm 1-flute end mill in aluminium/brass
Alternative:
On 2023-09-15 I made a 3mm thick balance wheel.

I did not bother measuring the run-out before starting and it was fine. I drilled the holes with drills instead of the end mill. It went much faster than the 1mm end mill did, and seemed less likely to break. I ran out of engine degreaser so at the end the chip evacuation was very poor, and there is a very slightly worse surface finish on the bottom of the outside profile. So spraying the degreaser is definitely helpful.
Watch out for the lead-out gouging the work next time...
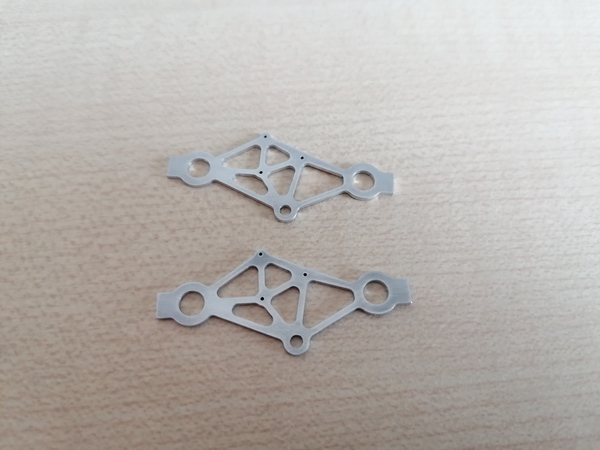
On 2023-09-17 I made 2x 2mm thick frame plates.

On 2023-09-30 I made a 1mm thick brass scale for the Douzieme gauge.

I used WD-40 as a lubricant, but the brass chips seemed to fly away from the work much more readily than the aluminium ones, so it wasn't nearly as necessary.
On 2023-10-01 I made a tiny brass clamp for the Douzieme gauge:

I first drilled the holes with the 1.2mm PCB drill (later opened up to 1.7mm with the little 14v cordless drill). Then I carefully made the countersinks by plunging the 90-degree 6mm V-bit tool. This tool was chattering quite a lot, so I went very slowly.
Then I did the profile cut, at 60% feed rate, it took less than a minute.
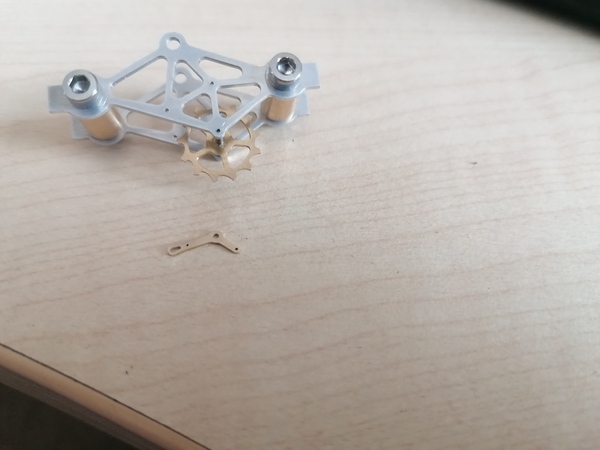
On 2023-10-05 I made these frame plates for the metal escapement model:
First drilled the 4 holes in the middle with the 0.5mm PCB drill (later opened up by hand with the pin vice). I fed in 0.1 mm increments, at 30 mm/min to drill the 0.5mm holes and it worked without any drama. I sprayed WD-40 on the surface before starting. Even though I used a 0.5mm PCB drill, the holes needed to be opened up to 0.5mm with a piece of sharpened 0.5mm blue pivot steel.
On 2023-10-06 I made this escape wheel:
Roughed with the 2mm end mill, at 14000 rpm and 150 mm/min.
On 2023-10-14 I used 0.5mm depth-of-cut, with full slotting at 150 mm/min and 14000 rpm, and the tool broke.
On 2023-10-06 I made this escape wheel:
Most of the cutting was down with the 1mm and 2mm tools, as detailed above, but finishing the roots of the teeth was done with the 0.6mm tool. It worked without drama, but I had my coordinate system misaligned so only some of the teeth were cut correctly.
On 2023-10-08 I made this pallet fork:
The profile was cut with the 2mm tool as above. Drilling with PCB drills as below, and the slot was cut with the 0.6mm tool, including a tiny amount of full slotting. I slotted at 16 mm/min, with 0.1mm depth of cut.
Using PCB drills (0.2 mm .. 1.3 mm) in aluminium
Consult CAD to work out hole locations. Manually jog to the hole location.
Manually click the "Z down" button at some sensible cadence (such that each move is finished before you click again) until desired depth is reached.
On 2023-10-08 I drilled the holes in this pallet fork:
On 2023-10-18 I broke the 0.5mm drill, at 2500 rpm, with "G1 Z-2.5 F10", instead of manual jogging. I looked on https://incoherency.co.uk/jesref/lathe-speeds.html and it works out to about 20k rpm for a 0.5mm HSS drill in aluminium, which I think is a bad idea, but I should probably go a bit higher than 2500 (but not too high given the low feed rate), and do some pecking.