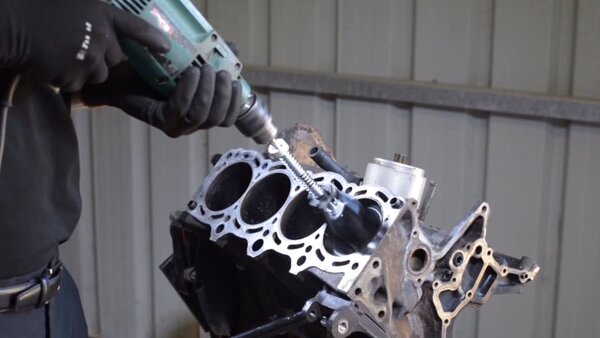
I have invented a new tool. From time to time, I expect you, like me, need to sand down the outside of a piece of round bar. I expect you, like me, chuck the round bar in a drill or a lathe, spin it up, and then hold sandpaper against it to sand it. This works fine when you are able to spin the round bar, but sometimes the bar is already connected to something big or inconvenient and you are not able to spin it, and you are left wondering what to do.
Well wonder no longer!
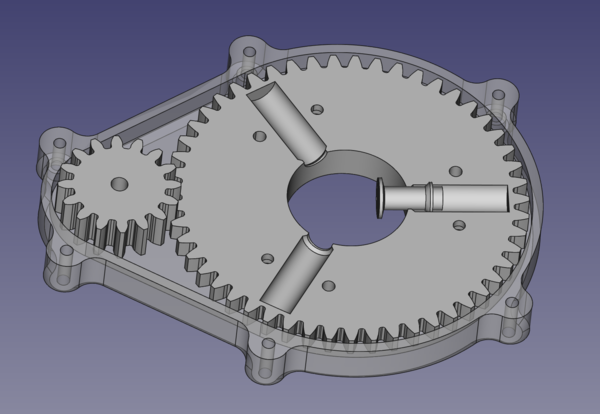
(not pictured: there are springs on the sandpaper "fingers" so that they apply force inwards)

Simply chuck up the little shaft to your cordless drill, stick the bar you need to sand through the large hole, then spin up the drill and the little pieces of sandpaper will polish your bar.


Drawbacks
Currently this is just a proof-of-concept and there are some clear drawbacks with the design:
- the casing is enormous compared to the size of bar you can sand
- the springs that press on the sandpaper are too weak
- the pieces of sandpaper are too small
- it is difficult and inconvenient to load the bar because you have to hold all 3 fingers out of the way simultaneously
- the gear ratio is too extreme, so the sandpaper turns too slowly
- making the small shaft and pinning it to the small gear is time-consuming, I should just have a hex hole in the gear driven by an allen key tool in the drill, or similar
But I think the concept is proven, and if I can be bothered I might design a better version and print it in a better material than the PLA used here. I've been making mechanical parts with Prusament PC Blend recently, which was released without much fanfare and I haven't seen very many people talking about, but which I think is a brilliant material. It appears to be much stronger than PETG and hardly any more difficult to print with. Surprisingly, it is slightly more flexible than PLA, even though I recall PolyMax PC to be a bit stiffer than PLA. I guess the "Blend" is doing a lot of work.
I would turn the little circular pads of sandpaper into long thin rectangles. Only the centre part of the circle ever touches the bar, because the surface is flat and the bar is curved, so making them "wider" serves no purpose, but making them "longer" means they contact more of the bar.
I would switch to probably a 1:1 gear ratio. I don't really know why I didn't do that the first time.
The size of the large hole is limited by the size of large-bore thin-walled bearing that is easy to acquire. I've used "6708" bearings, which have a 40mm bore. It is rare for me to work with round bar any larger than this, so I'm not worried for now. If I wanted to go any larger I would probably ditch the large-bore bearing and resort to 3 smaller bearings placed around the outside, roughly like the base on my telescope mount:

I wonder if there would be some way to have the springs push the sandpaper fingers from an angle instead of radially. That might reduce the required diameter of the large gear:
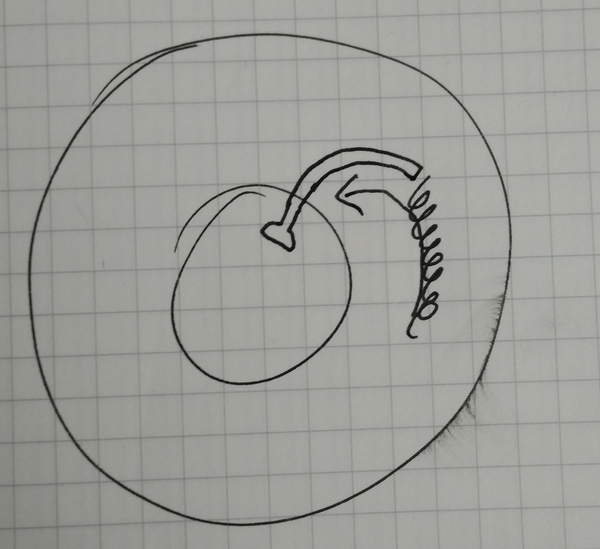
You'd probably need to have a "half-cylinder" of sandpaper instead of a flat rectangle, because the angle will change with the radius. Maybe it's not an improvement.
Inspiration
The tool is 50% the "drill-powered through-wrench" which is basically a way to use a drill to turn a nut on a threaded rod that is longer than a deep socket:

And 50% those inside-bore honing tools: