Last modified: 2024-10-25 19:32:02
< 2024-10-24 2024-10-26 >The new printer arrived yesterday.
First impression was that the AMS thing loaded filament automatically very well. I didn't even have to manually remove the purged filament, very convenient.
Next was that when printing the included benchy file, it is extremely fast. So fast you can't even watch the nozzle with your eyes, it's just a blur.
And print quality very good.
So I'm going to start again on printing the house model, this time at 1.8% scale instead of 1.25% (about 1:55 instead of 1:80).
I'm hoping to use the "Support for PLA" material for the support material interface, and I think the included roll of Bambu filament is not enough to print the ground floor of the house, so I'm going to try to use the eSun PLA+, which the printer obviously can't automatically detect.
I have got it sliced with the eSun PLA+, but struggling to work out how to get it to use the support material.
OK, I needed to click the button to "synchronise filament list from AMS", even though it was already showing the right filaments in other places.
I wonder if there's a way to have it automatically detect when the PLA in slot 1 runs out and switch to the PLA in slot 2? Apparently it will automatically notice if there is a spool with the same colour and material (and manufacturer?) so one hack is to mark every spool as the same manufacturer and colour so that it will automatically switch.
I've started it going with the eSun filament now but it might have been good to see it switch over from the Bambu filament to the eSun one.
Update: it printed really well. The only issue is the support material was really hard to remove. The actual tree supports broke off easily, but the interface layer was really hard to remove. The Bambu Studio pops up a thing when you select the support material suggesting that you set the Z contact distance to 0. I read a forum comment saying you should set this to 0.2mm or something to ensure they are easy to remove, must remember that for next time.
My PC Blend tablesaw gear broke, https://incoherency.co.uk/blog/stories/tablesaw-gear.html
In the event that the printed polycarbonate gear breaks I will make a replacement out of aluminium
Lol. Given that the PC Blend one worked for so long, I am just going to print another.
This time I want to print it in CF Nylon. I think the Bambu PAHT-CF will arrive today, but failing that I could try to use the 3DXTech stuff I have in a drybox.
The datasheets are:
I don't know if the 3DXTech one is actually for the filament I have, it seems that exact filament is discontinued.
In terms of strength...
"Tensile strength at break" is 72 MPa for 3DXTech, compared to "Tensile yield strength" of 63 MPa for PC Blend, and "Tensile strength" "92 +/- 7 MPa" for PAHT-CF. So these are potentially measuring 3 different things, but the PC Blend does have a smaller number than the others.
And then for stiffness...
3DXTech says the "Flexural modulus" is 7900 MPa, PC Blend has 2100 MPa, and PAHT-CF is 4200 MPa. So 3DXTech is claiming to be quite a bit stiffer than PAHT-CF, which is itself already twice as stiff as PC Blend.
It's not obvious to me whether I'd care more about strength or stiffness. Probably strength, because that decides how much torque I can put through it? Stiffness is only helpful if the part isn't going to break, and in this application I don't think bending out of the way is effective for reducing the force on it, because I'm still going to want to keep cranking until the blade is at the angle I want.
Plus I'm definitely going to have to dry the 3DXTech filament, and I might get away with printing the new PAHT-CF straight out of the box. So I'll just wait until the PAHT-CF arrives.
My issue with the 3DXTech before was that although it was stiff under dynamic loads, it suffered badly from creep under a static load. I made a shelf bracket out of it and the shelf collapsed in the middle of the night even though it seemed perfectly fine when I put it up. That episode kind of put me off using this filament. However in this application there is basically no static load at all. The gear is only loaded while you're cranking. (Right?).
I have found the CAD model in my old home directory backup, so should be easy enough to make it once the printer is free.
Other things I want to make are:
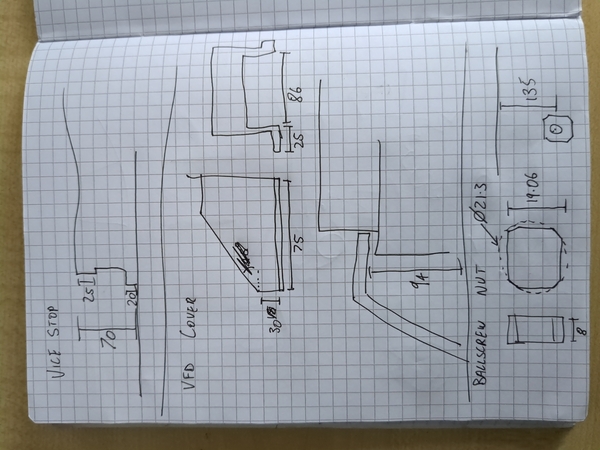
Taking some measurements:
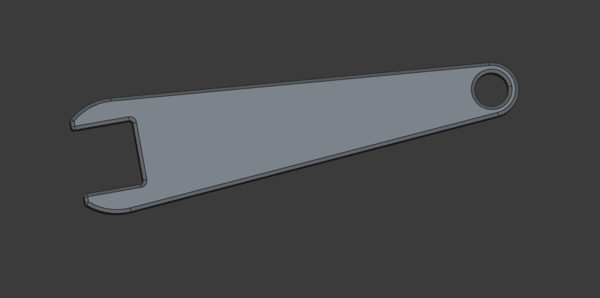
The idea with this is I want to be able to tighten the locknuts without the spanner crashing into surrounding parts of the machine. And already I notice I'm missing a dimension: I don't know how large the jaws can be.
It looks like the centre line of the ballscrew is about 18mm above the base plate.
So I want the jaws to fit above the base plate which is 18mm below the centre line, and I want the handle to fit below the gantry which is 135mm above the centre line.
Something like this??
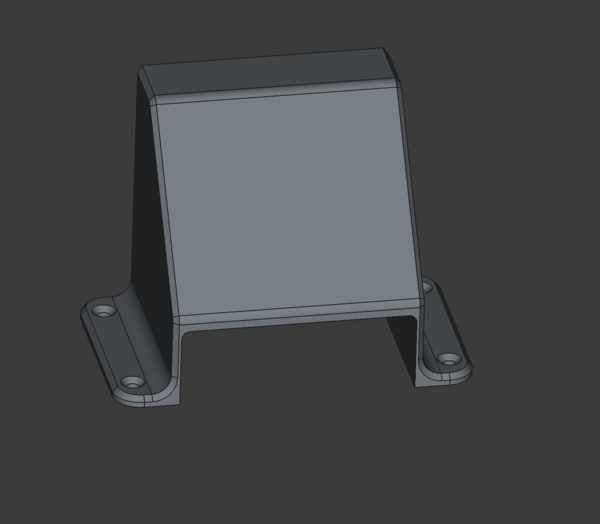
So my initial conception for this is that it will have a "foot" that you bolt down to the table with one M6 bolt.
You can rotate it around this bolt to set the position, then tighten the bolt to lock it.
And then it has an arm that can somehow fold up/down so that you can fold it into position to reference something, tighten the vice, then fold the arm out of the way so that it doesn't get cut. I'm thinking the arm should be a metal rod, it needs to be nice and stiff.
Or maybe the foot doesn't get rotated, the foot just bolts down, and then the metal rod swings in at 45 degrees or something, and you adjust it by loosening a thumbscrew that clamps the metal rod, and then moving the metal rod.
At 45 degrees so that it moves "away" from the workpiece as it folds down, so that it doesn't scratch it, and doesn't interfere if the end surface is not quite perpendicular.
Something like this??
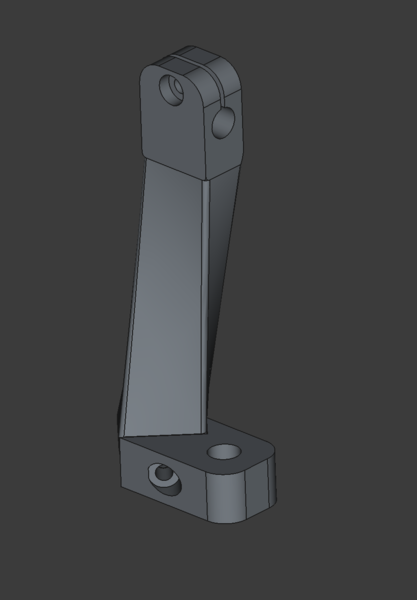
The loft between the two shapes is kind of lame.
Also perhaps it should be held up by a magnet instead of either by hand or by making the pivot stiff, and that way it will always stay up in the same place, and it will be obvious if you pushed it hard enough to separate the magnets. Maybe just make this and see how it goes.
< 2024-10-24 2024-10-26 >