
Last modified: 2023-10-20 14:52:48
< 2023-10-19 2023-10-21 >Before re-cutting the register I decided to measure the runout at the register, and found it is actually really good.
But with a piece of silver steel in the chuck I'm seeing about 0.3mm runout again. Rotating the collet, and rotating the chuck on the backplate, doesn't change the location of the high spot. The high spot is still at the same point on the backplate. So this is pretty baffling. I filed a small chamfer on the edge of the register in case there was a burr on it, but that didn't help either.
I also checked the runout of the register on the lathe, and moved the chuck to the lathe and checked the runout there, and both of those were fine.
I also checked whether the chuck was pointing parallel to the table, and it is, plenty good enough.
I also sprayed WD-40 on the register surface on both the chuck and the backplate and rubbed them down well with paper towels, no improvement.
So where is this 0.3mm runout coming from? It has to be the backplate, because the high spot is at the same point on the backplate no matter how I rotate everything else. But when I measure the runout on the register it is nowhere near 0.3mm.
Aha! I have worked it out. It isn't registering on the register face at all, it is registering on the slots for the bolts! I have machined these out a bit with a ball-nose end mill:
Sadly now there is quite a lot of play on the register, but it is at least possible to tap it around with the drift and get it concentric now. So now I may wish to re-cut the register so that it actually registers. But I'll leave it for now, see how I get on with the next shafts.
I printed the version with a bigger hole, increased clearance to walls, and secondary fillets. It maybe works a bit better, not sure.
I'm going to try one that has full-radius corners, and no actual flat faces:
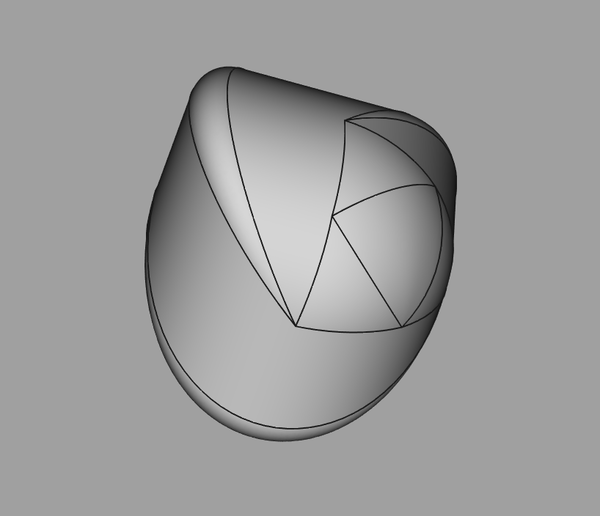
This also has secondary fillets, and full-radius on the poles.
Maybe being ball-like will help it roll into the pocket.
Would I be able to machine them like this? Probably too much trouble. If I only wanted one, I would rough it with Meshmill on the rotary axis, with a short stub keeping it attached, and then finish it by hand. But if I wanted 16? Probably too much trouble.
I'm just going to test it in the previous hole at first, and if it looks promising then I can make it a dedicated hole.
OK, the smaller corner radius allows the parts to rotate a bit more than intended, but I can ignore that for now. Do they drop in nice and easily? Yes, it drops in much more easily than the other ones. Maybe try and count how many times I can get it in one minute.
So it's actually maybe not massively different. Either way it takes less than 3 seconds to drop into the hole on average, which is probably fine? Obviously dropping 16 of them into the hole depends much more on the worst case than the average case.
What about making a dedicated hole for the round one? And with big chamfers or not? I think not. You don't want it to start falling into the hole until it's lined up properly, otherwise it jams up and then has to be shaken all the way back out to have another attempt.
Yeah the round one with dedicated hole definitely seems like the best so far. Maybe I should make a 2x2 with a lid and see if they settle easily enough, and if so move on to making the final one.
Washed the bike, lubed the chain, blew up the tyres. Emma washed the car. I fitted the new wing mirror to the car.
The missing bolt for the side panel is a very annoying one. It wants a 25mm head diameter, with a 19mm step in it. I can't find anything sensible on eBay. I could maybe make some out of aluminium, but what about putting an allen key hole in the head? Machine it with very small end mills?
Let's give it a go.
Well the first one was a success, at least as far as the lathe is concerned:
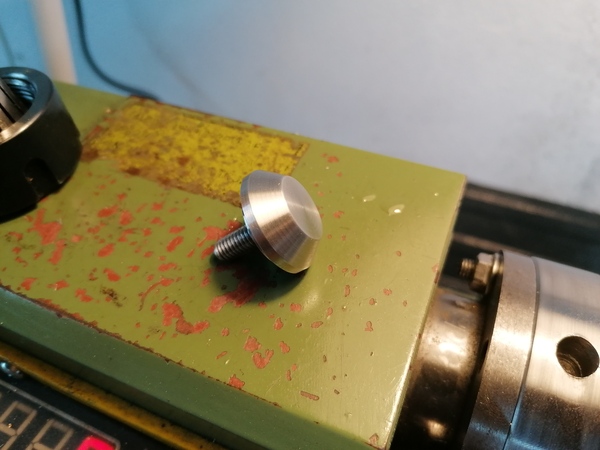
Really happy with that, just needs an allen key hole.
However, on the second one...

I was facing the head to length and it was chattering pretty badly, but I still kept pushing it quite hard. It turns out it was getting extremely hot, and eventually it broke off. Very frustrating. Oh well, I only really need one, but it would have been nice to have a matching pair.

I broke 2 of my new 2mm 1-flute end mills trying to cut the hexagon. I was accidentally running feeds and speeds for 1mm 2-flute instead of 2mm 1-flute, but I don't see why that made it break. I used ramp entry for the plunges and it really seemed to be struggling on the plunges. Maybe I should have used "adaptive" to get a very shallow ramp down. I'm not actually sure that ramp entry is even better than a straight plunge.
I eventually ran the plunging/slotting at 20 mm/min and 24000 rpm, 0.3 mm depth of cut.
Anyway, I got a bolt made, so, great success. It takes a 5mm allen key, like the one on the other side.
< 2023-10-19 2023-10-21 >