Last modified: 2023-10-07 19:23:59
< 2023-10-06 2023-10-08 >I cut the grass. It was a bit wet so it was a bit of a struggle. I had to keep stopping to clear chips out of the cutter. I don't have good control over the spindle speed or depth of cut, but I reduced the feed rate and the stepover and it seemed to help.
I keep thinking about designing a CNC machine based around a 2.2kW water-cooled spindle (like on the router), but with a very small working area, rigid construction, and fine-pitched ballscrew. It would be ideal for making watch parts, and given the very small working area might not be all that expensive (because you only need short linear rails, ballscrews, etc.).
It's probably not worth doing because the CNC router seems to be doing a fine job. So far my parts are limited more by me than by my machine.
But the idea of building a small, rigid, precise machine definitely appeals. Kind of like the PrintNC Mini except smaller, with finer pitch on the ballscrews, and obviously not an actual PrintNC because I'm not interested in Fusion360.
There are some ideas I like in the PrintNC Mini though, like putting the Y axis motors inside the tubes, although this does preclude filling the tubes with concrete.
Something like https://www.youtube.com/watch?v=eAe3TlsVKcc but cheaper and with less precision.
I was thinking about how to turn the pivots for the watch. The issues with the lathe are that it is hard to achieve the required precision, it doesn't turn fast enough, I don't have a 1mm collet, and I can't turn a sharp shoulder. The first two problems go away if I use the router spindle as a lathe, with the tools clamped to the table.
If I had both a left-hand and a right-hand turning tool somewhere on the table, I could plausibly make an entire shaft in one job. But if the shaft is too flexible, then an alternative is to start by cutting the rod to its precise final length, then chuck the rod in the router, zero the Z axis at some known reference, turn the first pivot, flip the rod around, zero it again, and turn the second pivot with exactly the same job.
So that (maybe) solves both the precision problem and the spindle speed problem.
I will need to get a 1mm collet whether I'm using the lathe or the router, so that problem remains unsolved. To turn a sharp shoulder I could maybe grind my own tools. I previously suggested using the parting blade to turn a sharp shoulder, but it isn't sharp enough, it has a bit of a radius on the front. Maybe I just grind the parting blade better.
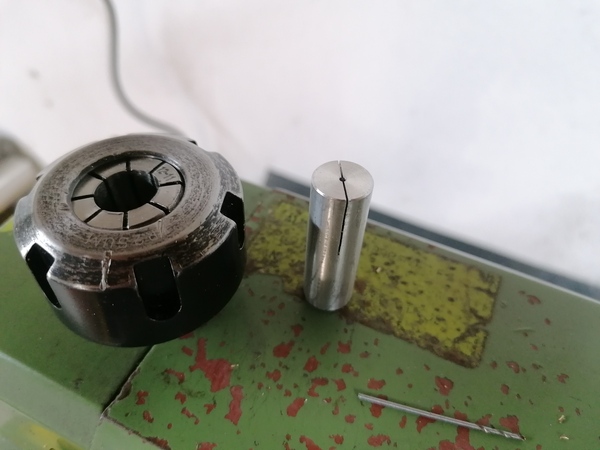
I'm going to try and make a 1mm collet that can go inside maybe a 12mm ER collet. Will measure the runout and decide whether I need to buy proper ER20 & ER25 1mm collets.
Well I made this:
The 1mm hole is only about 8mm deep, because that's as much flute as I have on the PCB drill. The rest of it is counter-drilled to 3.5mm. I cut the slot with the piercing saw.
The 1mm hole ended up about 1.1mm in diameter, I should have used a 0.9mm drill instead.

I measured the runout on the shank of this drill bit at 0.04mm, pretty good! The slit doesn't really go far enough, so it needs some good pressure to tighten it down, but seems fine.
If I were to make another I would target a parent collet smaller than 12mm, to reduce the amount of sawing I have to do.
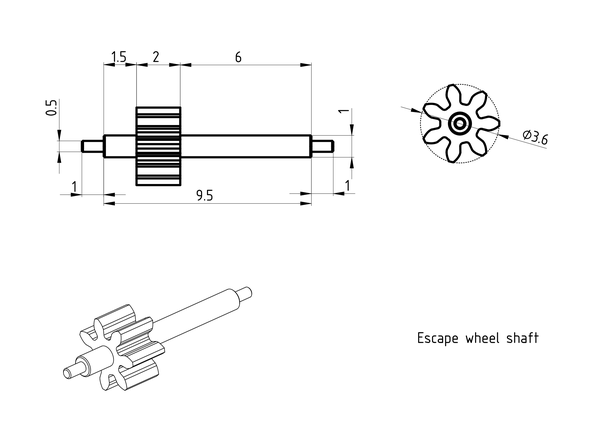
Now that I have a 1mm collet, let's try and make a shaft for the escape wheel. I'll try the manual lathe first. And this time try and make a better surface finish than I did before:

I'm going to harden and temper (to blue) a piece of silver steel before I start, instead of trying to work with it in the soft state.
Hardening and tempering went very well. I used the big blowtorch to get it nice and red for hardening, and then sanded the scale off, and then used the small blowtorch to gently add heat to temper it. I got quite a nice blue on the part:

The silver steel is much easier to work with in this state than when it is soft. Here's what the first side of the shaft looked like:

Beautiful. And removed from the lathe:
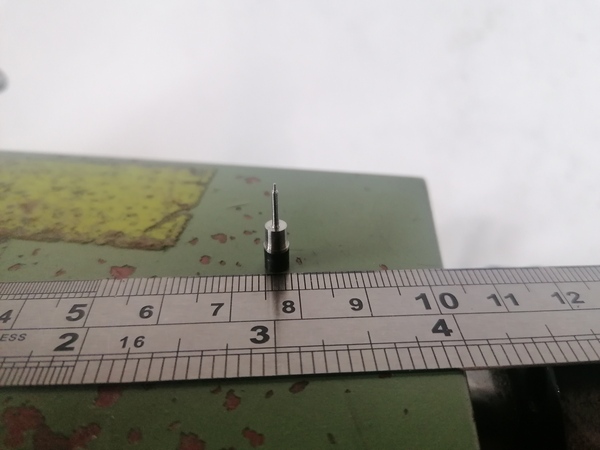
I put it in the lathe the other way around, using the 1mm collet, but I broke the part very quickly :(

Sad times. Must remember to be more gentle with it when it is only held by the 1mm diameter. And in fact in this case, because I have that blank section for the pinion, it might even be better to clamp down a 4mm collet to the 3.6mm diameter, with a 3.6mm drill to pack out the back of the collet.
Must try this part again tomorrow, or at the next opportunity.
Now on to wiring the light in the conservatory.

Lovely job. Will put the ceiling rose up once the ceiling is painted.
< 2023-10-06 2023-10-08 >