
Last modified: 2024-11-02 21:25:09
< 2024-10-31 2024-11-03 >For spools that are already partially used (or sample spools, e.g. the ones that came with the Bambu printer) I've estimated the remaining weight by a combination of visual comparison and memory of how much I've printed.
I'm printing the vice stop in PAHT-CF. I don't actually like the design, but it might be better than nothing.
Not super satisfactory:
It is not a very repeatable stop because it is too flexible. I think most of the flex comes from the bolt at the bottom not being as tight as it could be, and due to the design it is very difficult to get an allen key on it once it is installed because the vice is in the way.
Oh well. Might be better than nothing.
Also I think the PAHT-CF needs drying.
I don't actually have any straightforward PETG at the moment, could be worth getting some.
And I've never tried printing with any of:
Bambu don't sell any non-reinforced nylon material.
I don't know if I can think of any uses for the aero foaming stuff, so I'll skip that one.
And probably not worth buying new materials until I've at least tried out the PETG-CF and PC-Max that I already have.
I'd like to try printing with the TPU but it says it is not compatible with the AMS, which makes it much more annoying. It is tempting to try with the AMS anyway but I don't want to have to untangle it all if it gets stuck.
It would be really cool to be able to do multi-material prints with TPU and some rigid material, so that you can add flexible parts.
Apparently this is what happens if you try to print TPU with the AMS:
From https://forum.bambulab.com/t/printing-tpu-with-ams/5005/9
The Bambu wiki https://wiki.bambulab.com/en/knowledge-sharing/tpu-printing-guide says that the AMS is compatible with "77D, 55D, or higher hardness TPU".
This YouTube video is linked in the thread: https://www.youtube.com/watch?v=p-YEx0Aaloc - this is no use because (according to the video) it removes compatibility with non-TPU filaments, so you still can't print mixed-material.
Apparently even if you select "Skip AMS Blacklist Check" in Bambu Studio, the AMS still refuses to print TPU. You just need to tell it that it's PLA or something, but keep the TPU settings.
This model claims to enable TPU printing from AMS: https://makerworld.com/en/models/492956#profileId-417985
There's a comment saying that flexible material for AMS is launching on 12th of November.
Maybe the best thing to do is just buy harder TPU.
Meh, I'm just going to put some TPU in the AMS and see what happens.
I chose the "E-DA" stuff that I've had for ages, supposedly 97A. It is probably very moist and wants drying out. I've configured it in Bambu Studio as "Generic TPU for AMS", will it print?
I'm printing with the chamber open, and there is still some glue stick residue on the bed.
First try will be a single-material gingerbread man cutter.
Well it seems to have fed the filament all the way to the hot end, that's promising.
Seems to have purged successfully. Indeed looked quite bubbly. I'm leaving the door open.
The calibration lines haven't printed very well. Underextruded and poor bed ahesion. Although the actual print looks like it might be working?
This is "Generic TPU for AMS" default settings, door open, nozzle at 230 deg. C, bed at 35 deg. C. And I have glue stick on the build plate but I don't expect that is necessary.
First layer has gone down pretty well, this is good.
Second layer is going way too fast! I'd be surprised if this works.
Oh my word, it actually looks like it is working?
One issue with a fully-enclosed printer is it's really hard to see the print while it's going.
I remember this material was quite foamy last time I used it, years ago. Maybe the issue was just that I was printing it too hot and it actually works fine at 230 deg. C?
I'm actually really impressed with this, it is a way better print than I ever got from this material before.

Next up will be a test with mixed-material, which will provide much more opportunity for it to go wrong because it will need to do lots of loading/unloading instead of just once.
I made 2 Part Design Body's in FreeCAD, with 0 clearance between them, selected them both and exported as 3mf, then in Bambu Studio load the 3mf and you get 2 separate objects and can set the material separately. Pretty easy.
Let's try this:
White PLA and black TPU.
It's going to take 2 hours to print, and will use 3g of material in the model and 27g of material flushed, lol. So 90% waste.
So the thing to do is try to minimise the number of layers that need a material change, or else if you need lots of these, maximise the number you fit on the build plate in one go.
It spends almost all of its time on filament changes. There's basically one filament change per layer, and an incredibly tiny part. So not a good example of the utility of multi-material printing, but at least a good way to test whether the filament changing is reliable.
Darn, failed after 5 layers:
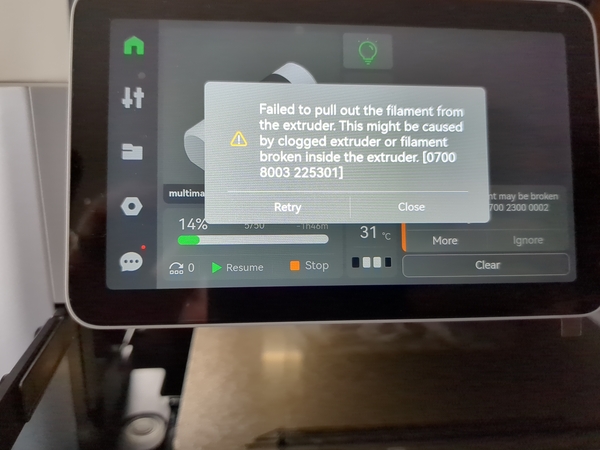
Failed to pull out the filament from the extruder. This might be caused by clogged extruder or filament broken inside the extruder. [0700 8003 225301]
Retry didn't work.
I manually pulled the filament out of the AMS and it came out easily enough, and I can see there is nothing in the Bowden tube inside the machine, but it keeps giving this message.
I can't work out what it's not happy about. I'm going to restart the print and try again.
It's telling me to "Please pull out the filament on the spool holder". What does that mean? Pull it out of the AMS or pull it off the spool and put it in the AMS?
I was having the same repeated error and for me it was a gummed up Extruder Filament Sensor from printing with TPU. It appeared clear and you could fit filament through the hole but there was just enough sticky remnants in there to block the contact point of the magnet. Really difficult to see with the naked eye. Opened a support ticket, Bambu sent me a new Extruder Filament Sensor (I think retail is like $15 CAD) swapped it in and problem solved in my case
Someone else suggests just forcing some filament through the extruder by hand until it is cleared.
I pulled the PTFE tube out the top of the extruder and I can see there is a broken off piece of filament in there. How has this happened?
I heated up the hotend and pushed the extra filament through it.
The screws holding the PTFE support were loose when I first took it apart. Not sure whether they should be tight or not, or whether it doesn't matter. I'll leave it as it was.
I'm going to try printing it again and see if the same thing happens again. This time with the top cover open.
It's got further, printing layer 6 now.
Darn, same thing again after layer 17.
This time there actually is some sort of jam, I can't push filament through the extruder.
Not really sure what was wrong, it eventually worked.
So I think perhaps give up on this material, get some harder TPU?
Actually, before that, let's try to understand why this is a problem. It seems like the TPU gets cut off and then it starts winding it back to the spool, but the cut hasn't gone all the way through or something, and the small length of cut-off material gets dragged back up the extruder far enough to trigger the filament sensor. So we need the cutter to be more effective?
Possibly it is caused by heat creep. The plastic that is meant to get cut is too soft and gummy to actually cut? I could run it again and see if I can pull the stuck filament out of the extruder and see if it looks like it was cut while hot.
There is a message that pops up when printing PLA saying that high chamber temperature can lead to nozzle clogs. Maybe that is this problem? I have been printing with the door open, but this time I'll try with the door shut to see if it can provoke the problem more quickly.
Also the layer adhesion on the TPU parts that I have is actually not very good, I can separate them by hand. Maybe 230 deg. C is actually not enough, if it jams this time and I can't see anything wrong then I'll try printing it hotter.
It failed after layer 5 again. Also Bambu Studio crashed when it failed.
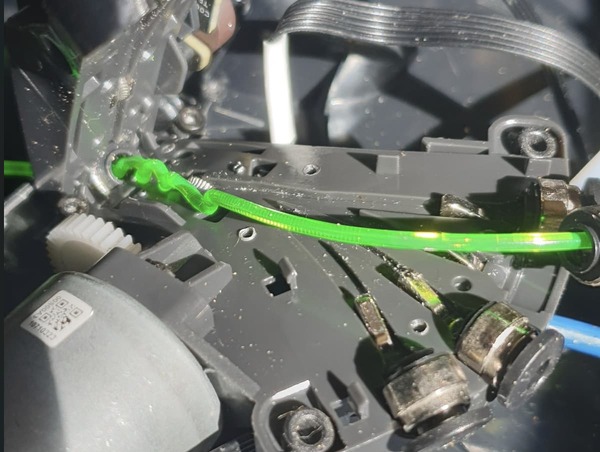
Let's pull the filament out of the extruder and see what it looks like.
I can't pull it out of the extruder. I've backed the extruder out as far as I can move it, and then pulling it with tweezers I can't shift it.
Yeah the cutter theory is definitely the problem. I tried to take the hotend off and there is a very thin very touch piece of filament connecting it to the extruder, and pushing the cutter lever doesn't cut it. The blade on the cutter looks perfectly good.
This is what I got out of the extruder:

And actually the end at left in pic looks like a perfectly clean cut. So how did this end up getting retracted into the filament sensor? Maybe it wasn't a clean cut?
That the cutter can't cut the wispy stuff is not a problem. The wispy stuff is only created because the main bit of filament is being retracted away after it's already been cut free. Which must imply that the cutter isn't managing to fully cut this filament? I don't think printing it hotter would help with this (although it would probably help with layer adhesion).
I'm wondering if I just make it bump the cutter 3 times instead of just 1, would that work?
I've put the extruder back together. Looking at the filament change g-code I can't actually see which bit cuts the filament? the cutter needs to bump against something at the front left of the machine, and it needs to move left to do so, so I'd expect a move towards the negative X direction, but it looks like this is the closest thing:
G1 X20 Y50 F21000
G1 Y-3
Why would moving to Y-3 make it cut the filament? Maybe run it again and try to see exactly how it moves when cutting the filament?
I recorded it doing a filament cut. It definitely moves in the X direction when cutting the filament, and moves quite slowly.
https://www.youtube.com/watch?v=KEpmG2r8vIw
I can see it move to X20 Y50, and then Y-3, but there is no gcode for the X movement.
The filament change gcode includes some lines to "get travel path for change filament", which are only included "if toolchange_count == 2", i.e. presumably, only if the filament needs cutting.
{if toolchange_count == 2}
; get travel path for change filament
M620.1 X[travel_point_1_x] Y[travel_point_1_y] F21000 P0
M620.1 X[travel_point_2_x] Y[travel_point_2_y] F21000 P1
M620.1 X[travel_point_3_x] Y[travel_point_3_y] F21000 P2
{endif}
So I can't really see how to make it bump the cutter 3 times. Do I just repeat these 3 lines?
The actual code that generates is:
; get travel path for change filament
M620.1 X54 Y0 F21000 P0
M620.1 X54 Y0 F21000 P1
M620.1 X54 Y245 F21000 P2
Although actually, the gcode here is commented: https://gist.github.com/codeincontext/4efc5820e7fd4167b231dffcc4d9ccd6
And that has:
T[next_extruder] ;Cut and change filament
So is the filament cutting done by the "Txxx" command? And therefore I can't tell it to cut multiple times?
I did another print just on the off chance, and it looks like it is going to work? All I've done is take the extruder apart and put it back together, and I'm printing with the lid off but the door closed.
Woah, it finished! Great success.
I remember seeing online something about printing display panels out of 2 materials, so for example you'd print the body of the thing in black PETG and some "light pipes" in clear PETG, and the light pipes would morph into the shapes you're trying to show on your display at the bottom layer, and into a shape to accept an LED where they finish. Would be cool to try something like that.
Could make a digital clock with this kind of display.
It's this: https://www.youtube.com/watch?v=BLC-O_lTv_E https://www.youtube.com/watch?v=7nWGfz3__3A https://www.youtube.com/watch?v=KSQTv1RZ50A
It might be possible to make a print-in-place clock mechanism. So you can imagine the train, escapement, face, and hands all print in place, and you just attach a drive weight and a pendulum to complete it.
< 2024-10-31 2024-11-03 >