Last modified: 2024-01-11 08:28:19
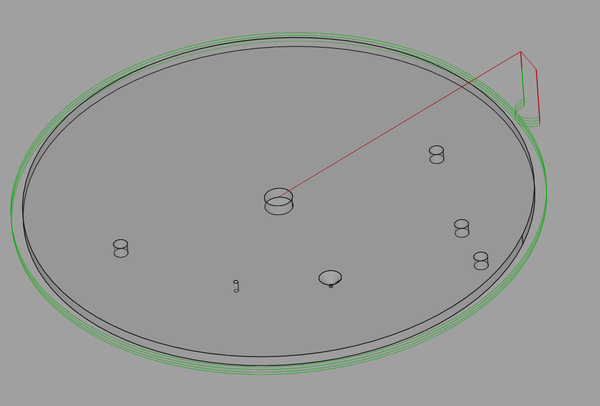
< 2024-01-09 2024-01-14 >Drilled holes are:
And the 0.3mm hole has a 90-degree cone pivot.
And the CAM just cuts out a circle:
The first 3 passes have 0.05mm extra offset, so that the final pass, that cuts it out, is also a finishing pass for the edges.
My original plan was to make the balance cock from aluminium, but actually it looks like it would almost fit in the 19mm brass rod that I have:
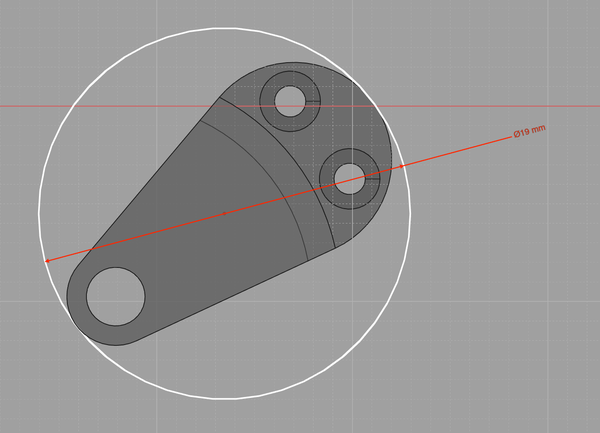
So the plan is to make the model slightly smaller so that it actually does fit within 19mm, machine the underside of the part on a piece of 19mm brass rod, then use the 4-jaw chuck to hold it in the lathe, centred on the bore for the pivot, and turn down the outside step for the screw holes, and then finally part it off.
Here's the CAM:
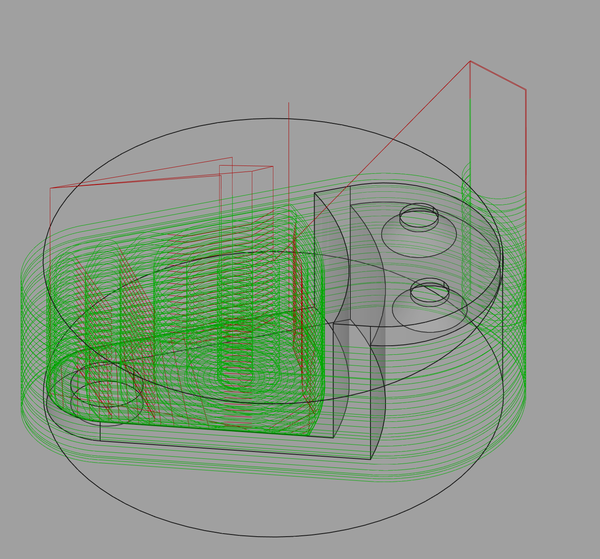
A profile to get the outside shape, followed by adaptive clearing to make the step.
After machining, but before moving to the lathe, drill holes:
(Yes, it's not quite centered in the material).
Part off to 7mm total height.

It took 23 minutes to run the CNC job.
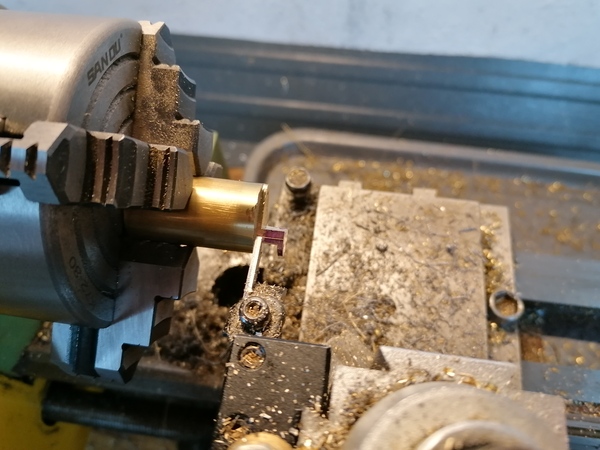
I set it up in the 4-jaw chuck, with a dial indicator sitting in the pivot hole:

I got it showing 0.015mm total runout, but the ball on the stylus is bigger than the hole, so I'm not convinced it was actually as good as this. Not sure.
Now to work out how to cut the groove for the step...
I'm using the parting blade as a grooving tool:
Seems to be working well.
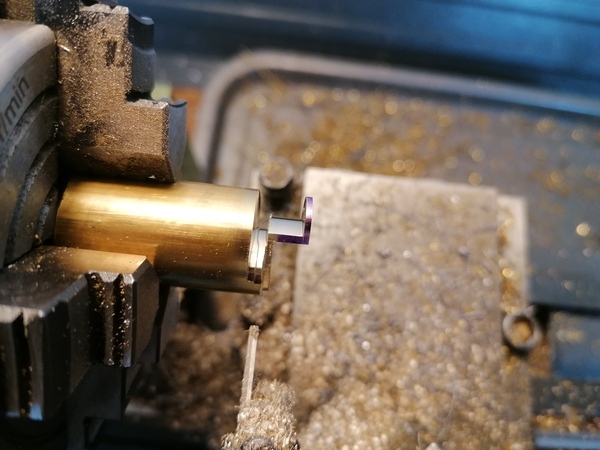
It is deflecting the parting blade when I try to part it off.
Parting off went badly:

The deflection meant I couldn't part off to any particular length, which means I have a lot of finishing to do.
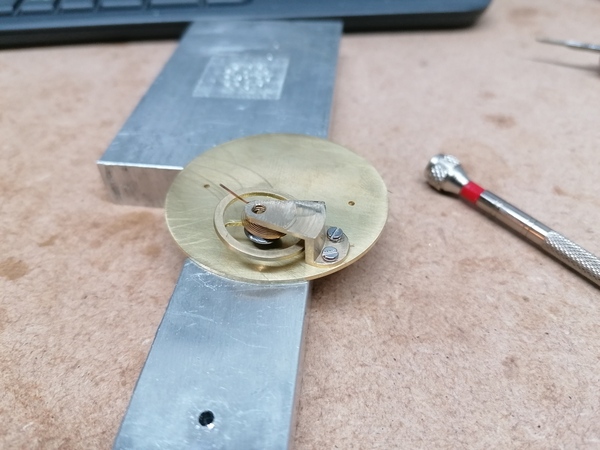
Well that looks believable??
It definitely wants some tapered pins or something to align the balance cock, there is far too much movement in it.
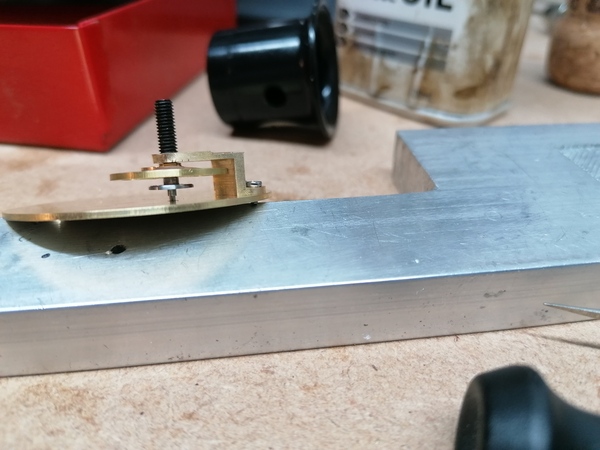
But next up is the adjustable cone pivot.
I made a cone pivot in the end of an M3 grub screw for now. It's not great but OK for the time being.
Here's the stack-up, from a side view, with the pivot adjusted for free running:
And here's the same in CAD:
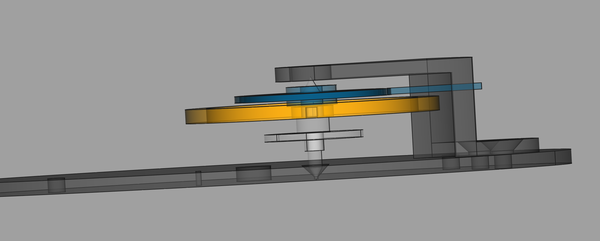
The hairspring collet is much too close to the upper pivot in real life. I think the cone in the lower pivot is not deep enough. Combined with the locking roller being too long (see 2024-01-07) that probably explains it.
< 2024-01-09 2024-01-14 >