
Last modified: 2024-01-06 20:45:46
< 2024-01-04 2024-01-07 >I'm going to try to make a custom 1mm end mill, just to see if it works, or how well it works.
The smallest collet for the router is 3mm, so I'll use 3mm silver steel, taper it down to a 1mm straight section, and then machine half the straight section away.
Do I also need to provide some clearance to stop the back of the tool from rubbing? I think skip that for now, but I did consider that I could turn the cutting section slightly eccentric to the shank, and then machine it in half so that the cutting tip is at the largest radius, which gets you some back clearance for free.
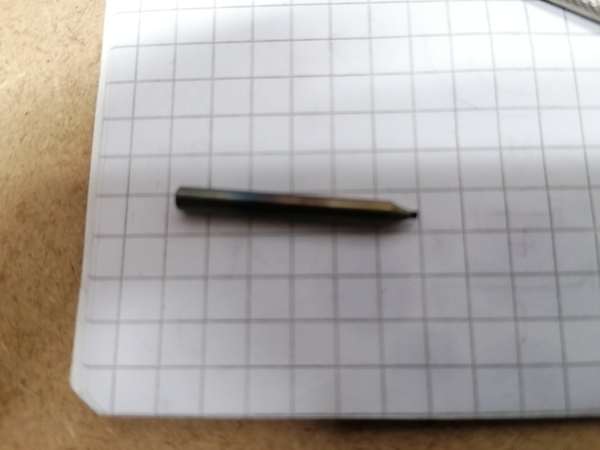
I have this:
It is about 1.2mm diameter. Needs some tidying up, then hardening.
Having the collet chuck on the CNC router is very handy, but it is not clamped down hard enough so it shifts every time I tighten/loosen it. Might be worth making some sort of fixture plate for accurate positioning. Bonus points if the chuck can be removed without moving the location of the register, so that it can be put back in almost exactly the same place.
Machining the flat on the cutter has left slightly rounded edges. Maybe I should have taken some spring passes?
Colour looks good after tempering:
Let's try and cut some brass with it!

Great success?
It raised a bit of a burr, and it made some unhappy noises, but it seems to have worked. All at 0.1mm depth of cut, with several passes. The "vertical" cut was 24000 rpm and 100 mm/min, the "horizontal" one was 9000 rpm and 60 mm/min. Doesn't seem to have made a lot of difference. The cutter does not seem substantially worn.
I think I should do most of my machining with "proper" cutters, but I can almost certainly make small custom cutters to get into tight corners.
I'm going to try to sharpen it and try again, see if I can stop it from raising a burr.
I sharpened it by rubbing it against the "fine whetstone", which is so soft that it gets rubbed away.

Doesn't seem to have made a lot of difference, possibly it's a bit worse, but possibly that is because I was a bit more aggressive with the cut.
So what can we conclude?
It is very easy to make your own tiny D-bit cutters, and they do work, but not spectacularly well?
Could I machine down the new thin barrel (& hub) to accept the 0.35mm piano wire? Would that work better?
I'd like to do the CAD for a 1x-scale metal duplex escapement.
I'll also want to make the collet chuck square to the spindle as I know it is currently not. And maybe look at tramming the spindle to the axes.
Ah, but first I need to finish duplex-escapement2-smallroller.FCStd and see if it looks sensible. Then decide whether
I'm using the "smallroller" version or not in my metal model.
So we're now spending 34 / 45 = ~75% of escape wheel motion
on impulse, which is an improvement on before. And we're getting
more roller motion spent on impulse and less on unlocking,
which I think is good. So I think this is an improvement.
We do reduce the engagement of the locking tooth with the roller, which means it potentially requires better accuracy.
I think try to build this "smallroller" version, because it looks like an improvement. If it becomes apparent that it requires too much accuracy, then either get better or change the design accordingly.
I've made a start on the CAD in metal-model.FCStd.
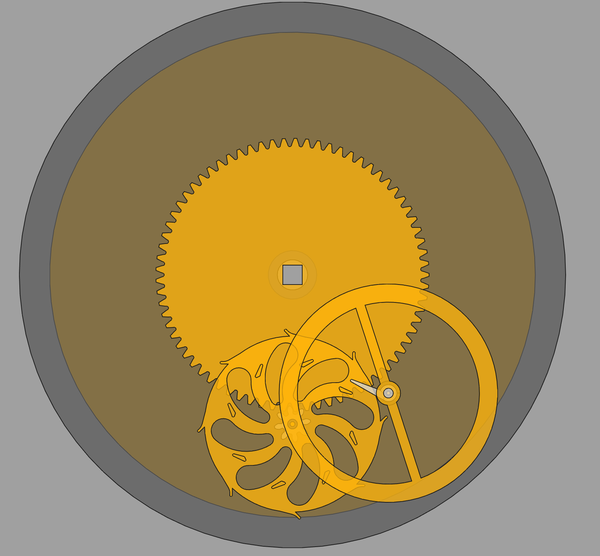
It occurred to me that if the balance wheel were ever so slightly smaller, the escape wheel shaft would fit past it, and we would no longer require room for a bridge to sit between the escape wheel and the balance wheel.
Suggested order of operations for making it:
Mostly, all parts should be approximately the shape and size that they would be in the finished watch. I am happy to make exceptions for height, to increase clearances, because it makes it easier to put together.
Thinner than the last one, because the thickness of the balance wheel directly contributes to the thickness of the watch.
Holds balance wheel, roller, hairspring collet
Has locking surface and impulse pallet, needs to be machinable in a single 3-axis setup.
Plan to machine this directly onto the balance shaft.
Has locking teeth and impulse teeth.
Needs to hold escape wheel and escape wheel pinion.
8 leaf, module 0.3?
Use the existing mainspring barrel, but cut some ratcheting teeth into the outside of it.
How is the mainspring barrel constrained axially? Probably we use a retaining nut or a cross-pin or something to keep the output gear in place.
Module 0.3, 73 teeth? (According to thin-barrel-direct-drive.FCStd)
Needs pivot holes for mainspring barrel, escape wheel, balance wheel.
Also needs to hold the clickspring/click & the hairspring.
Spring-loaded threaded hole for adjustment of cone pivot.
A (M3? smaller?) grub screw with female cone. Probably drilled 0.3mm so there is definitely clearance at the point of the cone.
Hold the escape wheel and mainspring.
The spring can be some 0.35mm piano wire. The click can be brass or steel.
< 2024-01-04 2024-01-07 >