
Last modified: 2023-11-18 21:29:23
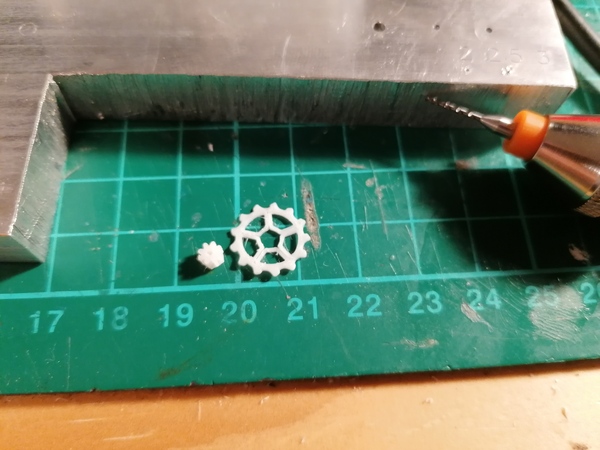
< 2023-11-17 2023-11-19 >The printer ran out of filament overnight, so the barrel isn't done, but I can use the rest, except the pendulum top has the slot in the wrong place so it obviously won't work. How did I manage that? So I need to print a fixed pendulum top, and a barrel.
It's not very good. The barrel diameter is too big, and it's not geared down, so it doesn't run for very long. And the bearing is too sloppy in the slot so it clunks every time it passes the maximum amplitude.
So I'm going to make a much smaller barrel, and try to somehow make the slot narrower.
Not too bad: https://www.youtube.com/watch?v=mRFbPuerHZ8
A bit jerky but could definitely be worse. I'm not sure how you can stop it being jerky without making the pin rub against the slot. Maybe rubbing the slot is fine. I think part of the issue in the vid is that the bearing is touching the chamfer instead of the actual slot.
So much for it being silent!
I probably want to add some spacers and collars to keep everything positioned correctly, and power it through a geartrain to make a clock.
I tied up the garage & am feeling a lot happier about the space now. Will be good to get new shelving up and move stuff around so it is more functional.
I also machined the serrations off the vice jaws, here's before and after:

However when doing a finish pass on the second jaw, this happened:

D'oh! The G-code program I wrote cut at Z=0 and left the tool at Z=5 after it was done, so to make it do a 0.1mm depth of cut on the next run I "touched off" Z at 5.1. Then I re-ran the job and it wasn't cutting, so I stopped it and touched off at Z=5.1 again, forgetting that the job hadn't parked at Z=5 because I stopped it before it was done. I need a better way to say "re-run the same job but 0.1mm lower" that doesn't involve manually adding (and remembering to add rather than subtract!) 0.1mm to the current Z coordinate.
I plan to design a magnetic bracket to hold the plastic Vernier caliper to the carriage, I took this pic for reference:

I made the rest of the shafts on the lathe earlier, didn't do a great job but got it done. This evening I tried to assemble all the pins and shafts.
First problem:

The boss for the impulse pin sheared off the balance wheel while drilling out the hole.
Remedy: reprint the balance wheel, and use larger hole diameter.
Second problem:
The pinion sheared off the escape wheel while drilling out the hole.
Remedy: reprint the escape wheel, and use larger hole diameter.
Third problem:

It was really difficult to push the hairspring onto the shaft, and before I managed to get the hairspring on the shaft, the shaft buckled and tore the balance wheel apart.
Remedy: use a watchmaking screwdriver to prise the collet open before trying to push it onto the shaft. Also deburr the end of the shaft.
I think part of the problem with the fragile prints is that the printer was sometimes under-extruding, due to the gap below the PTFE tube above the heatbreak that I rectified yesterday, so hopefully reprinting them gets me stronger parts.
It is very handy that the Cousins hairspring assortment included some with 1mm collets though! These seem to have the springs fitted to the collets differently to the picture I found online, these have the spring wrapped around the collet, and then the collet is riveted over to hold the spring. Probably easier to mass-produce this way.