Last modified: 2024-11-10 23:14:22
< 2024-11-09 2024-11-11 >One more go at sheet metal Sovereign Scales today. Things to remember were:
The alignment holes are at X5Y5 and X5Y180
Well I've cut out the parts, only one small blunder where I reran the pocketing toolpath with the 1mm end mill installed. But actually, how did that manage to cut so deep? Wasn't Z set the same for each? Obviously my Z height setting needs work.
The quarter sovereign pocket is less than 1mm deep, aren't these all meant to be 1.5mm deep?
Updates:
First impression on putting a coin in it is that the coin balances pretty well even though the counterweight is not yet folded down! Good.
I'm going to design a 3d-printed forming die to do the bends. Probably 2 separate dies, one to put in the initial bend, almost up to 90 degrees, pushing from the "top", and then one to bend from the "side" to go the rest of the way.
Actually I'm umming and ahhing about this. Would it be better to make a single die with a rotary action?
No, keep it simple I think.
The first die is easy, but how do you make it align properly for the second one?
Maybe let's just make the first one now and worry about the second one after.
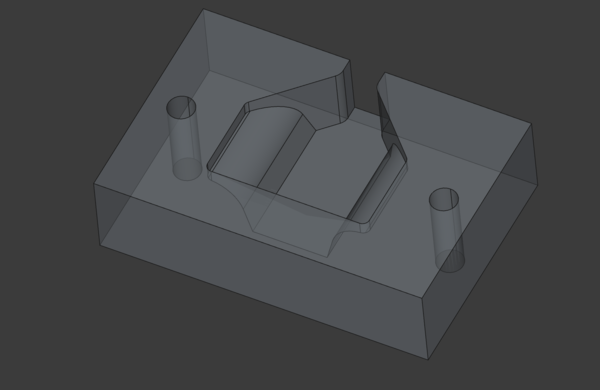
Here's the bottom part of the first die:
So you'd put the counterweight end in that, with score lines facing up, then it will get pressed down into the deepest part, which will force the sides to bend upwards.
So we just need a second part that will press on the middle.
The holes at the sides are for 6mm alignment pins.
Second part:
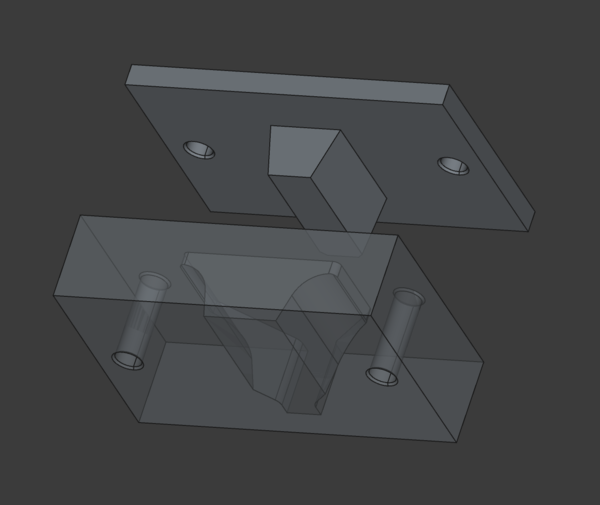
Should do the job? The pins are meant to be an interference fit in the top part and a sliding fit in the bottom one. I can ream the holes in the bottom one if necessary.
I'm going to print these in PolyMax PC in "0.20mm Strength". PAHT-CF might be more resilient (might!), but I don't want it scratching the parts as it bends them.
It works!
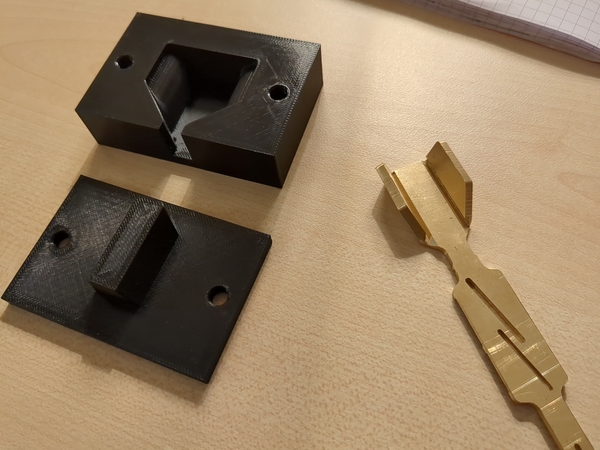
I aligned it by eye, without using any pins, worked perfectly fine. I squeezed it in the Stanley swivel vice, which is pretty light duty, but it was strong enough to do it.
There is a bit of a scratch to the inside of the female part, but not a big deal.
For the second die I think we'll have 3 pieces. The middle part will hold the centre, and then each side will be able to move to bend the counterweight over.
Here we go:
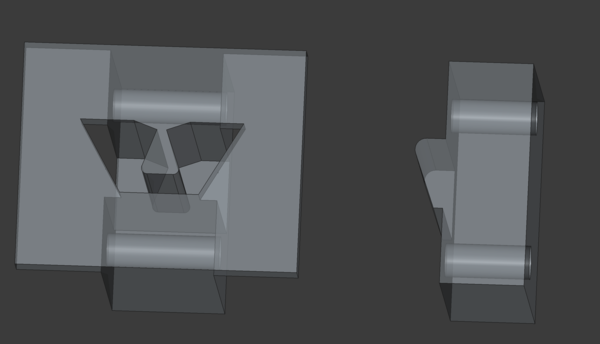
And then the outer part wants one copy printed mirrored.
The half-bent scales get dropped into the middle piece, matching the wider angle. Then the side pieces are pressed inwards, which forces the "wings" to fold in, until it matches the narrower angle, and then the scales are removed.
Something is clicking on Z moves, should investigate that. Also check backlash.
With an indicator mounted on the vice and touching the spindle housing, I get 0.04mm movement by manually pushing the table back and forth in Y, 0.15mm by pushing the spindle back and forth in X.
By putting the indicator on the vice and touching the end of the X ballscrew, I can still get 0.15mm! So the error is coming from the BK12 bearing block? Even though I put a shim spacer inside it? No! The error is still there if I put the indicator on the end of the linear rail. So the issue is gantry stiffness.
All of the bolts on both of the uprights were slightly loose, but tightening them hasn't helped with stiffness.
And the Z axis clicking? Only observed on slow Z moves. It goes away if I loosen the bolts holding the motor mount, and then the motor mount is visibly wobbling around. Is the coupling pressed up too tight so it can't slip?
No, I pulled it down a bit and tightened everything up and it is still clicking.
The bolts holding the motor to its mount were loose, I've tightened them up and the clicking is gone.
Yesterday I left the PC and the PAHT-CF in the oven at about 80 deg. C for a few hours, and today I printed the VFD cover in PAHT-CF, the quality is very good, drying it out this way has definitely worked.
I preheated the oven by setting the dial just below 100 (maybe 95 or something), and left it until the light went off (in fact I left it too long because I forgot about it). Then when I put the filaments in I made sure they weren't touching the sides of the oven, and I turned the knob down because I was scared of melting the spools. Then I left them for a good few hours, then switched the oven off and we went out for a couple of hours. Then I took them out of the oven (now cold) and put them straight in the AMS.
The AMS is reporting 34% humidity, so I'm probably going to have to dry them out again soon. How are you meant to reduce the humidity in the AMS?
< 2024-11-09 2024-11-11 >