Last modified: 2024-10-23 15:11:42
< 2024-10-20 2024-10-23 >The plan today is to finish the half-made brass Sovereign Scales that I started on 2024-10-11.
But I did have the idea that if I were to make them out of sheet metal then I could make the counterweight out of an off-the-shelf bolt. I just need a bolt with a fat head and a very short thread, and then I can make the actual scales out of sheet metal with a hole, tap a thread, bolt on the weight.
And the other option is to just 3d print them, and add the weight by capturing a steel cylinder mid-print or something.
I need:
Slots are done, good. Was quite a lot quicker, but still annoyingly slow. I've doubled the stepdown for the finishing step since it is hardly removing any material, but won't get a chance to run it again.
So now I want a toolpath to drill the pivot holes. And originally I was thinking that I'd use the same fixturing for drilling the pivot holes as for separating the parts, but that is probably just going to be more hassle than using the vice. And since I already have the fixed-jaw and the left-hand-edge reference, I can reuse them for the drilling coordinates.
The hole will need to be at X31 Y6, drilling through 8mm.
And I'll put an M1 optional stop in before the actual drilling starts so that I can check the location.
That worked really well. Drilling at 2000 rpm, with a peck every 1mm. Maybe the peck isn't necessary but it makes me feel better.
So we're finally on to the most interesting part of this, which is a toolpath to establish the under-side profile, and separate the two parts.
I'm thinking we run 3 paths:
I'm going to make bodies with pockets in them to define the paths.
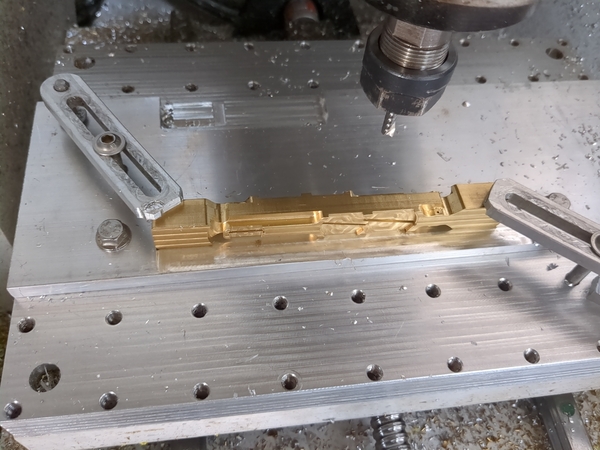
This is the setup for this last job:
It worked, and the job only took about 6 mins, so amortised 3 mins per part.
But the workholding is not very good, lots of chatter, as you'd expect. Now I get to see if the vibratory tumbler does a good job or not.
Well the vibratory tumbler appears to do absolutely nothing at all after a few minutes of use. I'll leave it longer and see if it does anything. Maybe I need a more aggressive media.
After a few hours in the tumbler there is a bit of a difference visible. The flat surfaces look basically the same, except they are shinier if you catch the light with them, but the right-angle edges are rounded off ever so slightly. This process doesn't really remove a noticeable amount of material, so if you could get closer to the shape you want by running a file over the edge, you should do that, but this process does make the parts look more uniform and feel less sharp, more "finished". So there is definitely merit to it. I'll leave it running overnight and see what happens. I should have taken one out now for a representative ~4-hour comparison, never mind, locked up now.
I worked out what is loose! It's the bolts holding the gantry to the frame. I've tightened them up now, hopefully will see some improvement.
I got the ground floor printed yesterday, and I set up a job for the first floor, staircase, porch roof, kitchen roof, and dining room roof, but I noticed it is running low on filament so I don't think it will finish all of that. I've used "cancel object" to cancel the first floor, hopefully I'll get the rest.
The staircase and kitchen roof are the "lowest", so probably I'll get those ones, and then maybe the dining room roof is too much. I could delete the dining room roof and then expect to get the porch as well, or roll the dice? Doesn't really matter either way.
Great success, I got all of these parts except the one I cancelled, with a small amount of filament spare.
< 2024-10-20 2024-10-23 >