
Last modified: 2024-02-07 21:56:00
< 2024-02-04 2024-02-12 >The plan is to cut off a piece of 6mm square O1 steel, grind it to a suitable shape, then harden it.
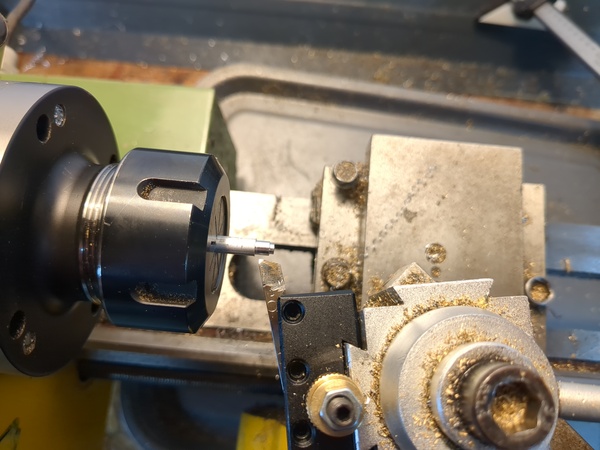
Well the angle on the end is not really ideal, but it seems to do OK in aluminium. If I were to make it again I would not put an angle on the side, I'd just do the front and top. And maybe not even the top, maybe just the front would do.
Now let's try to use the new tool to make the escape wheel shaft.
The tool hasn't worked on blued steel, got blunted straight away. Is it too soft? Bad geometry? Or is my blued steel too hard?
I'm going to sharpen it and then try to use it as a hand graver.
I can't get it to work, it's too soft. This is odd because Daniels definitely recommends using hardened tool steel tools. Am I not good enough at hardening it? Am I tempering it too far? I definitely tried to limit the temper on my last attempt, there was barely any straw colour, so it should be almost fully hard, and yet it's not hard enough to cut the blued steel shaft.
Maybe the problem is that the piece I'm making the tool from is too large so I can't get it hot enough to properly harden.
Making these shafts is an effort far out of proportion with the complexity of the part. Maybe I need to rethink how I'm doing it. Probably I want CNC control, which would speed things up a lot. Maybe I need to buy a sharp carbide tool, if I can't make one, and use one of the CNC machines as a "vertical lathe", with the cutting tool held in the vice and the work in the spindle. Probably the router because the milling machine is not precise enough.
Let's try to use the CNC router as a lathe, and if it seems easy enough then try to buy a 0-radius carbide tool.
The machine is not rigid enough. It doesn't cut, it just moves out of the way, and then it cracked the insert.
So this is not looking like it is going to work.
If I can't use the router as a lathe, what about the milling machine?
I know the milling machine motion platform is not precise enough, it has way too much backlash.
So one option is to sort out the ballscrews on the milling machine to take the backlash out of them. Is it just a case of buying better quality ballscrews? How do I make sure it will all fit? Is there a way to fix it without replacing the ballscrews? If even replacing the ballscrews won't fix it, what will? Need to do some reading on this.
Failing that, another option is to try to build the "micro milling machine" I keep thinking about. That would be more expensive than just buying new ballscrews for the milling machine, but would give me more control and would potentially be less faff. Maybe I should work out how much it would cost. Not forgetting that the primary cost would be time.
And failing both of those, the other option is to make do with the manual lathe. Maybe that is the best place to start. Either work out what I'm doing wrong with making tools out of O1 steel, or just buy carbide tools. Or both.
So questions are:
My ideas here are to look at grooving tools that allow sideways cutting, normal turning tools with minimal nose radius, and the "diamond tool holder" type thing, like this:

It looks like the only place you can buy this type of holder is https://www.eccentricengineering.com.au/ but the website is too broken for me to even work out how much it costs. I could potentially make one myself, but that seems like more faff than grinding custom tools for a normal holder would be.
DCGT070201 inserts exist. They have a 0.1mm nose radius, which is still bigger than I want, but potentially tolerable, but they seem to be both expensive and not available in the UK, would have to wait for shipping from China or America.
I couldn't tell which grooving tools allow sideways cutting, and they mostly appear to be the "moulded" rather than "ground" type of carbide, which means they're not sharp enough for the tiny cuts I want to make.
Probably the solution to lathe tooling is to grind my own tools.
Do I need to replace the ballscrews?
Can I somehow reconfigure the ballscrews without having to replace?
Are ballscrews not even the problem and I need to look elsewhere?
I think backlash can come from:
Let's check all of these one by one. And in fact it may be worth taking the laundry basket off so that I can access the machine better.
It's hard to know how much play is between the ballscrew and nut.
From observing the pulley on the X axis, I can see it moving in and out when I move the axis back and forth, which suggests that at least some of the backlash is coming from the axial bearing! So I think try to dismantle the drive side of the X axis and see if I can rebuild it with less play. Also the belt is misaligned and is getting shredded on one side.
By putting an indicator on the table, measuring the end of the screw, I measured about 0.08mm backlash in turning the screw back and forth.
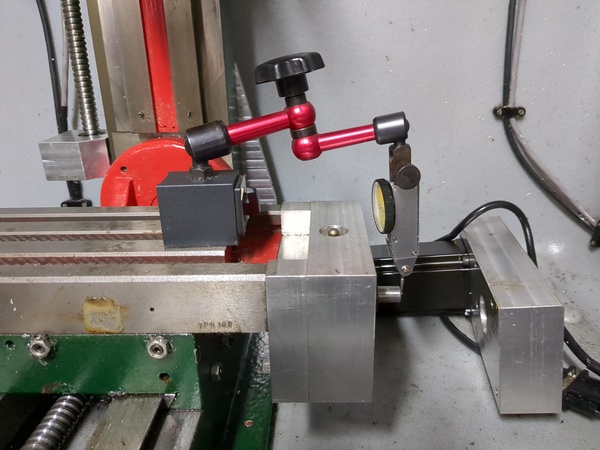
I think this means the play is in the bearing. If it were in the ballnut, then the screw wouldn't move axially until the backlash has been taken up. So this is potentially a good sign. Need to work out how to tighten up the bearing.
It has a nut with a grub screw in it as a collar. I loosened the grub screw, tightened the nut as much as I could, and then tightened the grub screw back up. Doesn't appear to have helped though. So I'll take the block off and see if I can see it better on the bench. I may need an actual thrust bearing instead of whatever is in there.
So there are 2 bearings and a seal in this thing. So I don't see why the two bearings can't be preloaded to take all the backlash out of them.
I think the inner bearing may be floating axially. I preloaded it nice and tight and now the backlash is worse! Maybe do it even tighter?? One issue is that every time I adjust it the threads get a little bit more buggered up because of the grub screw.
I can no longer turn it by hand (but it was already very difficult), so hard to measure the backlash but looks like about 0.01mm now. Much better! Now reassemble it all and measure it from the head when driven by the motors...
Well I put it back together and there's still 0.1mm of X backlash! The belt ended up a bit slacker than it was when I took it off, so I tightened that up, but it hasn't made much of an effect. Could the pulley be slipping? I put some marks on the pulley and the housing and it looks like the pulley has almost no backlash.
I moved the table along a bit and now the backlash is a lot less. Seems to be about 0.03mm now. I'm going to tighten the gibs back up, maybe gibs being loose makes it look better than it is because there's no load on it. Mmm, still seems about 0.03mm.
I don't like that the backlash is so variable. I don't like that everything has to be adjusted carefully, with almost no feedback about how tight it actually is. I don't like how time-consuming it is to take everything apart and put it back together. I don't like how the grub screws etc. are all so hard to access. I don't like that the tub fills up with chips that are hard to clean out. These sorts of issues drive me to want to make my own machine.
I haven't touched the Y or Z axes today, but I'll measure them again just to be thorough.
I imagine the Y and Z axes also both suffer from backlash in the bearing. I can actually see the pulley on the Z axis moving up and down as I move the screw back and forth.
So next steps on the milling machine are to take the Y and Z axes apart and tighten everything up, but I'm out of time for today.
Small, rigid, precise CNC machine
There are a couple of reasons I think this is not a good idea:
But looking on https://www.cnc4you.co.uk/ - how much would it cost to build what I want?
I think I want a bed-slinger design, with square section linear rails on all axes. Only one stepper per axis. And let's say at least 150mm travel in each axis. This is much larger than any parts I want to make, but:
So I need 2 linear rails per axis, and they all need to be 150mm long, plus the length of the carriages, plus some clearance. Do I need 3 carriages per axis or 4? In principle I think 3 should be sufficient and 4 would overconstrain it, but maybe 4 is more typical?
Let's assume I need 4. Let's assume HGR20 rails. The carriages are about 77mm long, 2 per axis makes a bit over 150mm. So I need 6x 350mm rails, comes to £290. If I bought 2200mm and then cut them into lengths myself, it would be £190. I think I'd like to save £100 by cutting up some metal, so £190 for rails.
Then I need 12 carriages. The cheapest carriages for HGR20 rails are £42.99 each, so 12 * £42.99 = £516 for carriages.
If we assume 4Nm NEMA23 stepper motors, then they sell a 3-pack for £123. They have a 8mm diameter output shaft. I also need drivers, I don't know whether I want the "Stepper Motor Driver 4.5A" or the "Digital DSP Stepper Driver 5.6A" for £11 more per axis. Let's say the digital one. 3 * £53.07 = £160.
I need ballscrews, nuts, and bearings. A 1605 ballscrew with ballnut and 200mm travel is £75, x3 = £150 for ballscrews + ballnuts. Each one wants a BK12 support (axial bearing) at one end and BF12 (floating) at the other, comes to £55 per axis = £165 for bearings.
I need shaft couplers, x3. I like the "Lovejoy/Oldham" style couplers that are on my current router, these are £8 each, so £24 for couplers.
I need a 80mm spindle motor bracket, this is £50. Let's say I need to buy a spindle motor (though I may be able to make do with the existing 1.5KW one, or at least sell that one) and I definitely need a VFD, they do a 2.2KW motor + VFD for 373.
Forget wiring, material to build the physical machine out of, power supply, a microcontroller to run grblHAL, a physical box to put the electronics in, connectors, this already adds up to £1742. I'm not going to build this machine.
If I build it with random Amazon parts, then there is a kit of 2x linear rails, 4x carriages, ballscrew, ballnut, bearings, and flexible couplers for £71. Which would come to £213 for all 3 axes. Then I still need motors and drivers, spindle motor bracket, spindle motor, VFD. I can get some cheap and nasty stepper drivers in a 3-pack for £24, steppers for £93, spindle mount for £23, and air-cooled 2.2KW ER20 spindle motor plus VFD for £270, which is 623 in total. I think CNC4You is not as cheap and nasty as it looks. Not clear whether the quality is worth the extra price. You could buy 3 copies of everything on Amazon and throw away the worst 2 and still have money left over.
The things I want to look at next are: