
Last modified: 2023-09-29 20:17:00
< 2023-09-28 2023-09-30 >I cut off a piece of plastic before the waste was collected, and updated the Bangle.js commute timer so that
it stops counting when the route is complete, and updates commute.json when you're done. I can't be bothered
adding an elapsed time timer.
I've left the mirrors on the table, and bought postage. Emma to package and send off.
I think there are 10 collets. Left one on the desk.
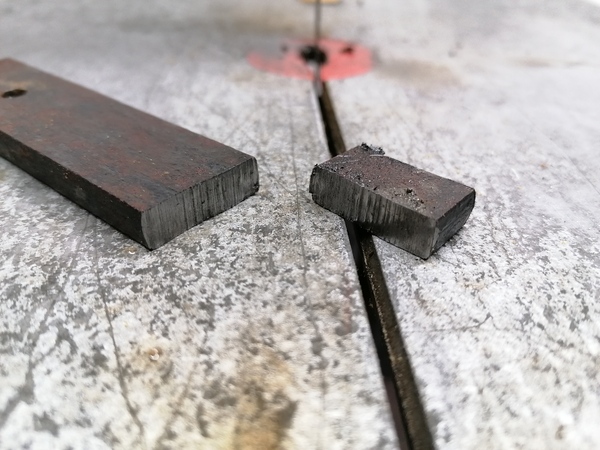
Great success, only took about 4 minutes to cut. It is much more efficient to get the CNC machine to cut the holes and then cut the outside shape out with the tablesaw, instead of trying to do the outside shape with the CNC machine as well.
I put the new bandsaw blade on, it still can't cut very fast though. I managed to do this cut in 25 seconds:
I worked out that the problem is the belt is slipping on the large pulley. I tried to tension the motor, but:
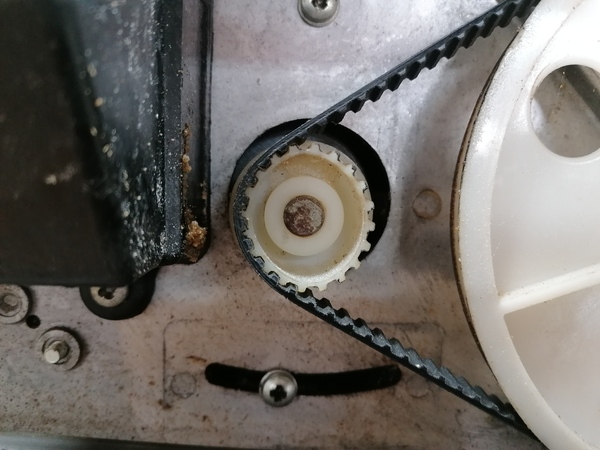
The pulley deforms before the belt is tight. So let's 3d print a replacement pulley, and while we're at it we can make it have slightly less teeth so that it runs the blade at a more suitable speed for steel.
What speed is it currently running at?
It spins at 1460 rpm (measured with optical tachometer). The big pulley is about 146mm across, the small pulley is about
29mm across. So the big pulley spins at 29/146 * 1460 = 290 rpm.
C = pi * d, so the blade does pi * 146 mm = ~459 mm/rev, 459 * 290 = 133 m/min surface speed.
What is an ideal speed for cutting steel?
Some rando chart online ( https://www.sawblade.com/band-saw-blade-speed-and-feed-chart.cfm ) suggests that "free machining steels" up to 1 inch thick should be cut at about 300 "surface feet per minute", which is about 90 m/min.
So I want my replacement pulley to be 90/133 = 67% the size of the existing one. The existing one has 20 teeth,
so the replacement should have about 13.5 teeth, let's go with 14 teeth. The pitch looks to be just
over 5mm, so maybe this is the 0.1" pitch belt that is so common? I'll go with that.
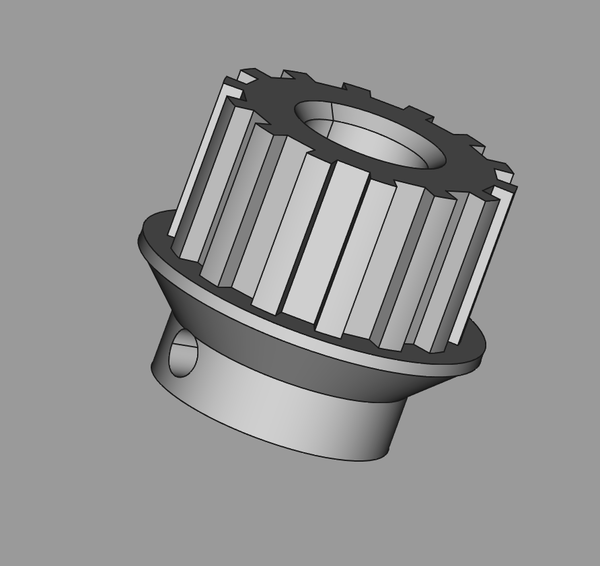
Just print this out in PC blend and see how we go...

Great success, works well. I can put decent tension on the belt now. I repeated the previous cut in 19 seconds, and this time it was limited by how hard I was happy pushing, rather than by how hard I could push before the belt slipped. I'm happy with this for now. It's still not very fast at cutting though.
It's tempting to set the milling machine cutting out one of the parts, while I try to make the other with the bandsaw, and see which is done first.
Well I timed how much time I spent on each part (but I didn't do them in parallel).
I've got this far:



The one with the pointy-end is done on the milling machine, the other one was done with the bandsaw and hand files. So far I have spent 47 minutes on the CNC one and 26 on the hand one, but the CNC one is closer to the actual dimensions, and has the step around the pivot.
I need to probably take the vice off the milling machine table and clamp the handmade piece down to cut the step around the pivot, and while I'm at it do the same thing to the CNC'd part as it is not deep enough.
Next steps on the Douzieme gauge:
The CNC cut did not go very well. You can see in this clip how badly it is shaking: https://www.youtube.com/watch?v=4tJ4udSikAg
The shaking is worst when travelling in the -X direction, not sure why, possibly the table is not attached to the ballnut well enough. I do remember that the attachment is done by just "wedging" the ballnut in place. Maybe need to look at that.
It also chipped 1 tooth of the 4-flute cutter. I was using an 8mm tool because I didn't have any smaller ones that would work.
I think the problem is I was trying to take too much depth of cut for the machine. Must remember to go more conservative.
However, there was one good thing: in the CAM I made it do the initial profile almost all the way through, and offset from the perimeter by 0.2mm, and then made it do the finish profile all the way through and at nominal size, and I got a much better finish on the perimeter than I normally do, so I should do this every time.
I wasted a lot of time going back and forth between the milling machine and the office to look at or change the CAM. I should put FreeCAD on the garage computer so I can stay in one place.
I wasted a lot of time setting up the table and the tooling, not really sure what I can do about that though.
So, stuff to improve:
I checked on the feeds and speeds calculator, and it reckons there are solutions for cutting as low as 1.8mm, so I'm going to buy 2mm, 4mm, and 6mm tools. I don't hold out much hope for the 2mm tools, but you have to try these things. I've bought "corner radius" endmills, maybe less likely to chip. I bought them from Rennie Tool, is there a better source?
I stuck a print-out of the drawing onto the steel with spray glue. This left horrible sticky residue everywhere, and also it started lifting up when I used WD-40 as lubricant for the cut. By the time I had finished filing it, the paper had completely gone. So I need a better way to keep the paper stuck down otherwise I don't have a chance of actually making stuff that matches the drawing.
I had nothing marking the centre point of the hole, so I had to guess where to centrepunch it for drilling.
Stuff to improve:
The only plan for tomorrow is to finish up the Douzieme gauge, which is:
Which might take more than one day... But after that is done, back on the watch project.
Bugs from 2023-09-27:
The other bugs remain unfixed:
main.js under ipcMain.on('save-file', ..., need to change defaultPath)